Mit Kaschieranlagen von Hahn erhalten Sie maßgeschneiderte Lösungen für stabile, effiziente und präzise Verbundprozesse. Unsere Technologie unterstützt Ihre Produktion zuverlässig – von der Entwicklung bis zur Integration in bestehende Systeme.
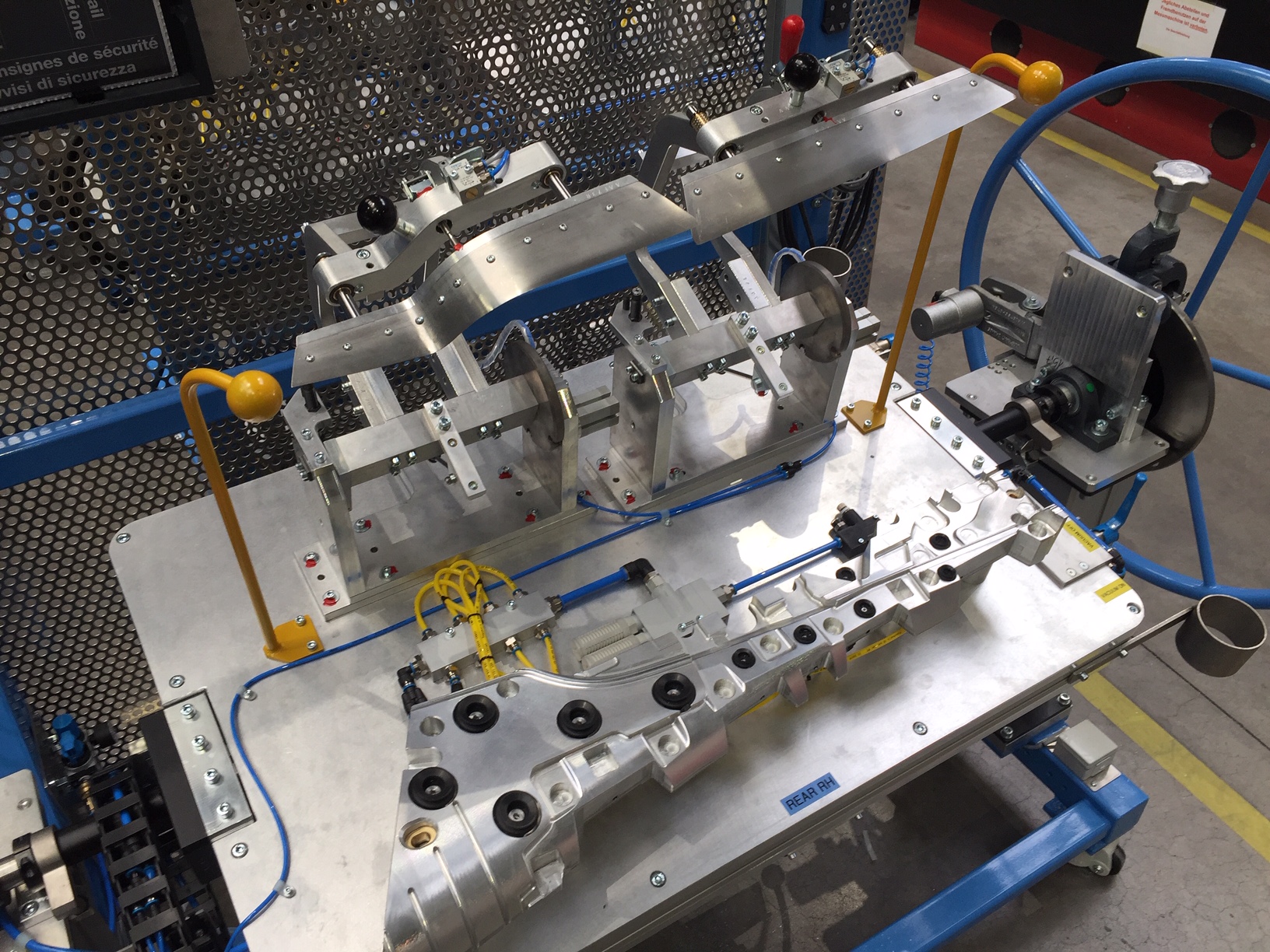
Beim Vorpositionieren werden Dekore mit und ohne Naht auf dem Trägerteil in einem manuellen Prozess fixiert. Anschließend werden die Bauteile in einem Presskaschierwerkzeug, Presskaschier-Umbugwerkzeug oder in einem Membrankaschierprozess weiterverarbeitet.
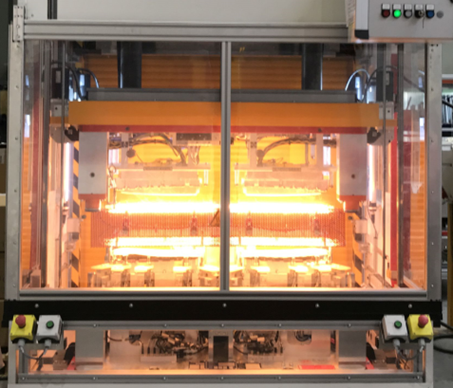
Hahn MFV bietet maßgeschneiderte Presskaschieranlagen für steigende Anforderungen an Qualität und Taktzeit. Unsere Anlagen verfügen über elektrischen oder pneumatischen Vertikalhub, Servomotor-Pressendruck und flexiblen Werkzeugwechsel für optimale Produktionsprozesse.
Zusätzliche Ausstattungen wie Obertischshuttle, Drehtisch oder Transfersysteme für Folgeprozesse sind möglich. Kontaktieren Sie uns für eine individuelle Beratung zu Ihren spezifischen Anforderungen.
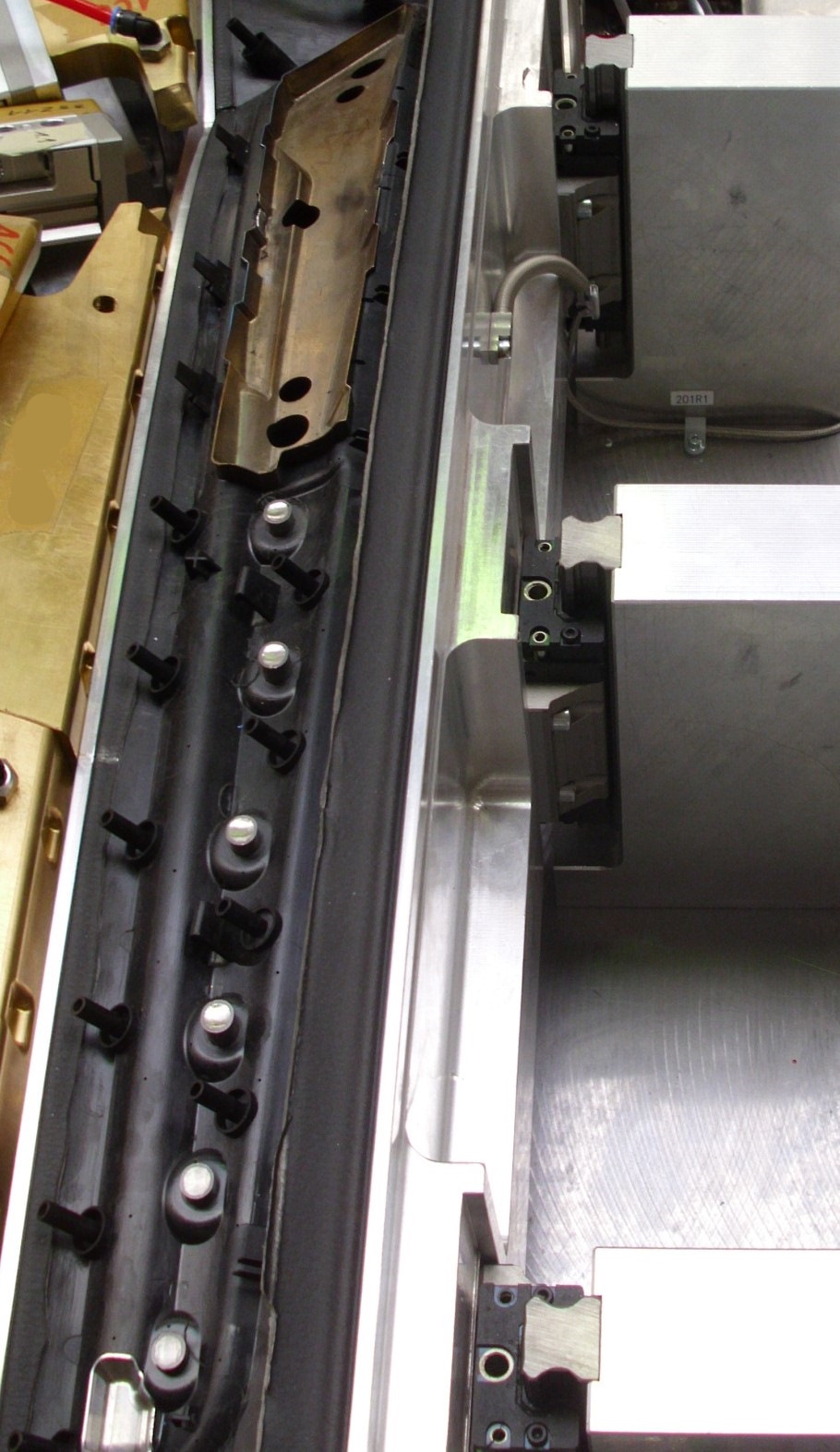
Bei diesem Fertigungsschritt wird das Dekor von vorpositionierten oder vakuumkaschierten Bauteilen definiert und möglichst nacharbeitsfrei um die Bauteilendkante gefaltet wird. Je nach Geometrie erfolgt der Umbug um 90° oder 180° um die Bauteilkante. Der Kleber wird bei diesen Werkzeugen mit Heißluft oder Infrarotstrahlern aktiviert. Der erwärmte Umbugbereich wird dann über gekühlte Schieber verklebt. Die Umbugschieber fahren je nach Anwendungsfall ein- oder zweiachsig.
In einem Kombinationswerkzeug wird beispielsweise das Presskaschieren oder das Umbugen mit dem Stanzen oder Fügen von Bauteilen kombiniert.
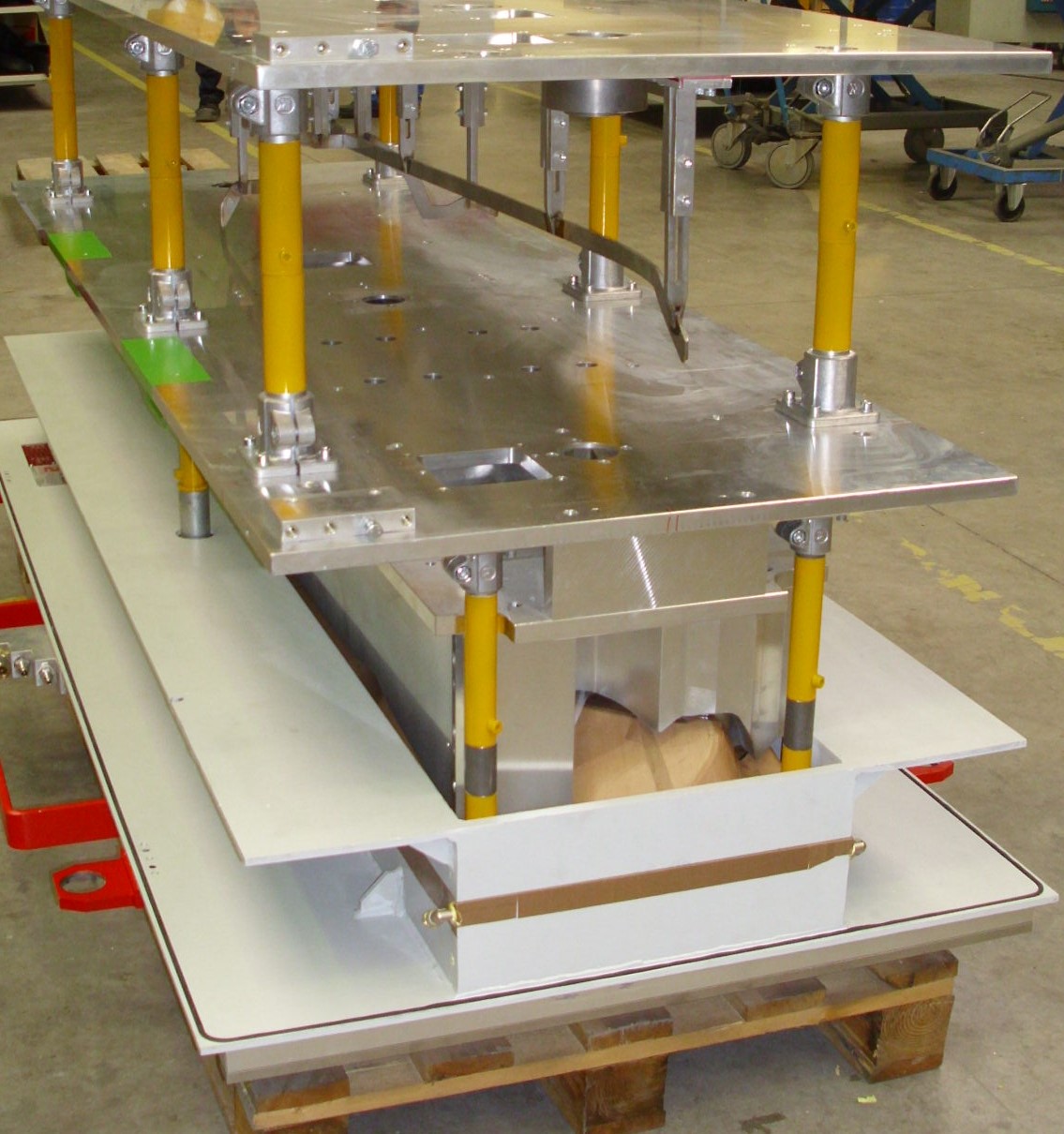
Beim Vakuumkaschieren wird eine kleberbeschichtete Folie in einem Spannrahmen geklemmt, erwärmt und mit Hilfe von Vakuum über ein Trägerteil gesaugt. Alternativ wird das Vakuumkaschieren auch für Folien ohne Kleber genutzt, wobei die Folie für den Hinterschäumprozess über ein vakuumfähiges Unterwerkzeug gesaugt wird. Mit einem integrierten Schneidrahmen wird die Folie anschließend für den Folgeprozess beschnitten.